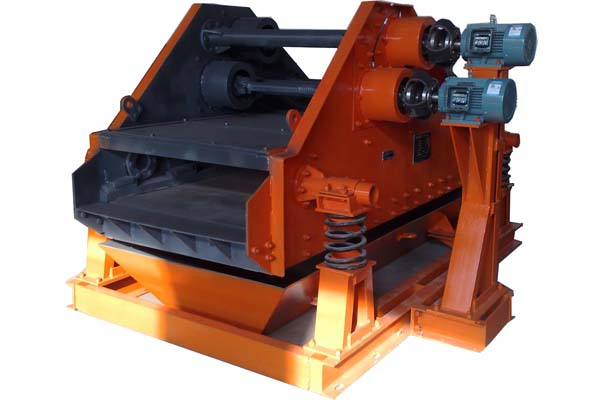
振动筛是砂石加工过程中的关键设备,也是选择和使用砂石设备的关键因素,它的作用是筛选符合加工要求的砂石骨料颗粒,一般而言,能够通过筛孔的物料颗粒直径的计算公式如下:
d=D cosα-e sinα式中,d—通过筛孔的大颗粒直径,mm;D—筛孔直径,mm;e—筛网网丝直径,mm;α—筛面倾角。
从式中可以看出,筛孔直径、网丝直径、筛面倾角均是影响振动筛筛分效果的主要因素。
1、颗粒与筛孔形状
根据上式计算,以球形颗粒和圆形筛孔为基础,在砂石行业的生产实际中,筛分原料大多为圆柱形(颗粒砂石骨料分级)或不规则颗粒,筛孔既有圆形又有矩形,物料颗粒接触筛孔时的状态对颗粒能否通过影响很大,如一个4×10 mm的颗粒直立时能通过一个孔径5 mm的筛孔,横向则不能。因此,颗粒通过与否具有一定的偶然性,只能通过统计的手段加以研究。一般对圆柱形颗粒,矩形筛孔通过性能较好;而对于各个方向尺寸差别不大的不规则颗粒,圆孔的通过性能较好。
2、筛面开孔率
筛面开孔率越大,通过性能越好。保证筛面强度的情况下,编织筛能比冲孔筛获得较高的开孔率,因而前者的通过性能优于后者。这方面目前在砂石生产关注较少,开孔率要高,网孔及其丝径都有一定的影响,一般有5%左右的差别。
3、物料层厚度
使用平面筛时,如通过振动筛筛面的物料层过厚,料层上部小颗粒通过筛孔困难,会引起误筛率上升,超逊径问题会比较严重。这在原料清理中将增大净原料损失,在砂石颗粒分级中则将降低产量(上层筛料层过厚)、影响成品质量(下层筛料层过厚)。料层过薄则筛分产量太低,也不可取。合适的料层厚度应通过试验确定,筛面倾角小、筛体振幅较大时料层可稍厚。理论上,料层厚度由产量决定,但实际使用中,由于筛面进料不均,物料可能集中在筛面一侧,造成局部料层过厚从而影响筛分效果。圆筒筛和圆锥筛存在类似问题,当瞬间物料流量过大时,筛分效果同样受到影响,不过在大型砂石设备中这两中设备使用较少。
4、筛体运动状态
筛分过程进行的必要条件之一是筛选物料与筛面之间存在适宜的相对运动,产生这种相对运动的方法可以是筛面作水平往复直线运动(回转)、垂直往复直线运动(振动)或二者的组合。
5、物料特性
砂石骨料的粒度、含水率、摩擦特性、流动性等都与筛分过程有关。物料颗粒粒径存在差异是物料组分筛分分离的前提,而且这种差异越大,筛分过程越容易进行。砂石骨料含水率越高、内外摩擦角越大、流动性越差,其颗粒通过筛孔的性能就越差,特别是湿法机制砂生产中,这个特性要重点注意。因此,实际使用中,要获得良好的筛分效果,应根据物料的具体情况选用不同的工艺参数。

 苏公网安备 32062102000184号
苏公网安备 32062102000184号